| Werkzeug POLIPROFILE | ||||||
| Bestellnummer | Beschreibung | Durchmesser | Spannschaft | Preis ohne MwSt. | Warenkorb | |
| 6010106 | POLIPROFILE 1 + C10 | 34 mm | ø10mm | 707.85 € |  |
|
| 6010104 | POLIPROFILE 1 + C12 | 34 mm | ø12mm | 707.85 € | |
|
| 6010103 | POLIPROFILE 1 + C16 | 34 mm | ø16mm | 707.85 € | |
|
| 6010107 | POLIPROFILE 1 + C20 | 34 mm | ø20mm | 707.85 € | |
|
| 6010109 | POLIPROFILE 1 + W10 | 34 mm | Weldon 10 | 707.85 € | |
|
| 6010108 | POLIPROFILE 1 + W12 | 34 mm | Weldon 12 | 707.85 € | |
|
| 6010105 | POLIPROFILE 1 + W16 | 34 mm | Weldon 16 | 707.85 € | |
|
| 6010110 | POLIPROFILE 1 + W20 | 34 mm | Weldon 20 | 707.85 € | |
|
| Räumdorne | ||||||||
 |
||||||||
| Räumdorne - POLYPROFILE 2 - Sechskantprofil | ||||||||
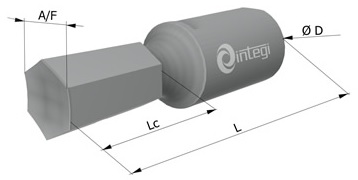
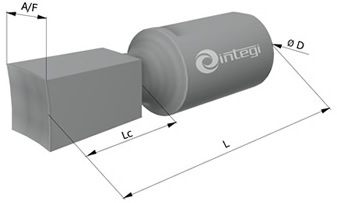
| Bestellnummer | Name des Dorn | Sechskantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb |
| 6050221-M | POL2-PH1.2-M | 1.2 mm | 8,0 | 1,2 | 28 | 1,8 | 71.63 € | |
| 6050222-M | POL2-PH1.5-M | 1.5 mm | 8,0 | 1,5 | 28 | 2,25 | 71.63 € |
|
| 6050223-M | POL2-PH2-M | 2 mm | 8,0 | 2,0 | 28 | 3,0 | 71.63 € |
|
| 6050224-M | POL2-PH2.5-M | 2.5 mm | 8,0 | 2,5 | 28 | 3,75 | 71.63 € |
|
| 6050225-M | POL2-PH3-M | 3 mm | 8,0 | 3,0 | 28 | 4,5 | 71.63 € |
|
| 6050226-M | POL2-PH4-M | 4 mm | 8,0 | 4,0 | 28 | 6,0 | 71.63 € | |
| 6050227-M | POL2-PH5-M | 5 mm | 8,0 | 5,0 | 28 | 7,5 | 71.63 € |
|
| 6050228-M | POL2-PH6-M | 6 mm | 8,0 | 6,0 | 28 | 9,0 | 71.63 € |
|
| 6050229-M | POL2-PH7-M | 7 mm | 8,0 | 7,0 | 28 | 10,5 | 71.63 € |
|
| 6050230-M | POL2-PH8-M | 8 mm | 8,0 | 8,0 | 28 | 12,0 | 71.63 € |
|
| 6050231-M | POL2-PH9-M | 9 mm | 8,0 | 9,0 | 28 | 13,0 | 71.63 € |
|
| 6050232-M | POL2-PH10-M | 10 mm | 8,0 | 10,0 | 28 | 13,0 | 71.63 € |
|
 |
||||||||
| Räumdorne - POLYPROFILE 2 - Torx-Profil | ||||||||
| Bestellnummer | Name des Dorn | Profil | øD mm | TORX | L mm | LC mm | Preis ohne MwSt. | Warenkorb |
| 6050241 | POL2-PT6 | TORX 6 | 8,0 | 6 | 28 | 3,0 | 129.47 € | |
| 6050242 | POL2-PT8 | TORX 8 | 8,0 | 8 | 28 | 3,8 | 129.47 € | |
| 6050243 | POL2-PT10 | TORX 10 | 8,0 | 10 | 28 | 4,6 | 129.47 € | |
| 6050244 | POL2-PT15 | TORX 15 | 8,0 | 15 | 28 | 5,4 | 129.47 € | |
| 6050245 | POL2-PT20 | TORX 20 | 8,0 | 20 | 28 | 6,2 | 129.47 € | |
 |
||||||||
| Räumdorne - POLYPROFILE 2 - Vierkantprofil | ||||||||
| Bestellnummer | Name des Dorn | Vierkantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb |
| 6050201-M | POL2-PC1.2-M | 1.2 mm | 8,0 | 1,2 | 28 | 1,8 | 71.63 € | |
| 6050202-M | POL2-PC1.5-M | 1.5 mm | 8,0 | 1,5 | 28 | 2,25 | 71.63 € |
|
| 6050203-M | POL2-PC2-M | 2 mm | 8,0 | 2,0 | 28 | 3,0 | 71.63 € |
|
| 6050204-M | POL2-PC3-M | 3 mm | 8,0 | 3,0 | 28 | 4,5 | 71.63 € |
|
| 6050205-M | POL2-PC4-M | 4 mm | 8,0 | 4,0 | 28 | 6,0 | 71.63 € |
|
| 6050206-M | POL2-PC5-M | 5 mm | 8,0 | 5,0 | 28 | 7,5 | 71.63 € | |
| 6050307-M | POL2-PC6-M | 6 mm | 8,0 | 6,0 | 28 | 9,0 | 71.63 € |
|
| 6050208-M | POL2-PC7-M | 7 mm | 8,0 | 7,0 | 28 | 10,5 | 71.63 € |
|
| 6050209-M | POL2-PC8-M | 8 mm | 8,0 | 8,0 | 28 | 12,0 | 71.63 € | |
 Zurück zur Werkzeugübersicht POLYPROFILE Zurück zur Werkzeugübersicht POLYPROFILE |
||||||||
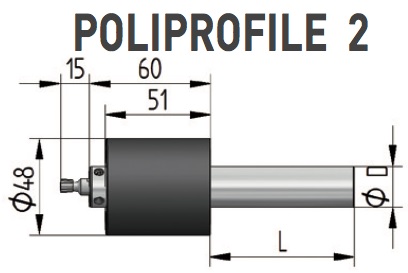
| Werkzeug POLIPROFILE | ||||||
| Bestellnummer | Beschreibung | Durchmesser | Spannschaft | Preis ohne MwSt. | Warenkorb | |
| 6010203 | POLIPROFILE 2 + C16 | 48 mm | ø16 | 797.39 € | |
|
| 6010204 | POLIPROFILE 2 + C20 | 48 mm | ø20 | 797.39 € | |
|
| 6010205 | POLIPROFILE 2 + W16 | 48 mm | Weldon 16 | 809.49 € | |
|
| 6010206 | POLIPROFILE 2 + W20 | 48 mm | Weldon 20 | 809.49 € | |
|
| 6010207 | POLIPROFILE 2 + VDI20 | 48 mm | VDI 20 | 897.82 € | |
|
| 6010208 | POLIPROFILE 2 + VDI30 | 48 mm | VDI 30 | 897.82 € | |
|
| 6010201 | POLIPROFILE 2 + M1 | 48 mm | Morse 1 | 797.39 € | |
|
| 6010202 | POLIPROFILE 2 + M2 | 48 mm | Morse 2 | 797.39 € | |
|
| Räumdorne | ||||||||
|
||||||||
| Räumdorne - POLYPROFILE 2 - Sechskantprofil | ||||||||
| Bestellnummer | Name des Dorn | Sechskantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb |
| 6050221-M | POL2-PH1.2-M | 1.2 mm | 8,0 | 1,2 | 28 | 1,8 | 71.63 € | |
| 6050222-M | POL2-PH1.5-M | 1.5 mm | 8,0 | 1,5 | 28 | 2,25 | 71.63 € |
|
| 6050223-M | POL2-PH2-M | 2 mm | 8,0 | 2,0 | 28 | 3,0 | 71.63 € |
|
| 6050224-M | POL2-PH2.5-M | 2.5 mm | 8,0 | 2,5 | 28 | 3,75 | 71.63 € |
|
| 6050225-M | POL2-PH3-M | 3 mm | 8,0 | 3,0 | 28 | 4,5 | 71.63 € |
|
| 6050226-M | POL2-PH4-M | 4 mm | 8,0 | 4,0 | 28 | 6,0 | 71.63 € | |
| 6050227-M | POL2-PH5-M | 5 mm | 8,0 | 5,0 | 28 | 7,5 | 71.63 € |
|
| 6050228-M | POL2-PH6-M | 6 mm | 8,0 | 6,0 | 28 | 9,0 | 71.63 € |
|
| 6050229-M | POL2-PH7-M | 7 mm | 8,0 | 7,0 | 28 | 10,5 | 71.63 € |
|
| 6050230-M | POL2-PH8-M | 8 mm | 8,0 | 8,0 | 28 | 12,0 | 71.63 € |
|
| 6050231-M | POL2-PH9-M | 9 mm | 8,0 | 9,0 | 28 | 13,0 | 71.63 € |
|
| 6050232-M | POL2-PH10-M | 10 mm | 8,0 | 10,0 | 28 | 13,0 | 71.63 € |
|
|
||||||||
| Räumdorne - POLYPROFILE 2 - Torx-Profil | ||||||||
| Bestellnummer | Name des Dorn | Profil | øD mm | TORX | L mm | LC mm | Preis ohne MwSt. | Warenkorb |
| 6050241 | POL2-PT6 | TORX 6 | 8,0 | 6 | 28 | 3,0 | 129.47 € | |
| 6050242 | POL2-PT8 | TORX 8 | 8,0 | 8 | 28 | 3,8 | 129.47 € | |
| 6050243 | POL2-PT10 | TORX 10 | 8,0 | 10 | 28 | 4,6 | 129.47 € | |
| 6050244 | POL2-PT15 | TORX 15 | 8,0 | 15 | 28 | 5,4 | 129.47 € | |
| 6050245 | POL2-PT20 | TORX 20 | 8,0 | 20 | 28 | 6,2 | 129.47 € | |
|
||||||||
| Räumdorne - POLYPROFILE 2 - Vierkantprofil | ||||||||
| Bestellnummer | Name des Dorn | Vierkantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb |
| 6050201-M | POL2-PC1.2-M | 1.2 mm | 8,0 | 1,2 | 28 | 1,8 | 71.63 € | |
| 6050202-M | POL2-PC1.5-M | 1.5 mm | 8,0 | 1,5 | 28 | 2,25 | 71.63 € |
|
| 6050203-M | POL2-PC2-M | 2 mm | 8,0 | 2,0 | 28 | 3,0 | 71.63 € |
|
| 6050204-M | POL2-PC3-M | 3 mm | 8,0 | 3,0 | 28 | 4,5 | 71.63 € |
|
| 6050205-M | POL2-PC4-M | 4 mm | 8,0 | 4,0 | 28 | 6,0 | 71.63 € |
|
| 6050206-M | POL2-PC5-M | 5 mm | 8,0 | 5,0 | 28 | 7,5 | 71.63 € | |
| 6050307-M | POL2-PC6-M | 6 mm | 8,0 | 6,0 | 28 | 9,0 | 71.63 € |
|
| 6050208-M | POL2-PC7-M | 7 mm | 8,0 | 7,0 | 28 | 10,5 | 71.63 € |
|
| 6050209-M | POL2-PC8-M | 8 mm | 8,0 | 8,0 | 28 | 12,0 | 71.63 € | |
| Zurück zur Werkzeugübersicht POLYPROFILE |
||||||||
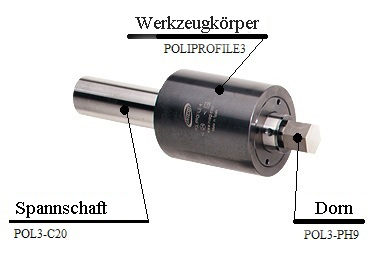
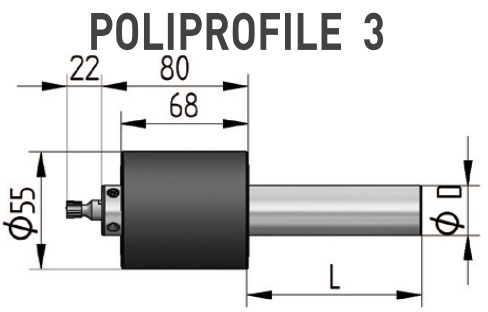
| Werkzeug POLIPROFILE | ||||||
| Bestellnummer | Beschreibung | Durchmesser | Spannschaft | Preis ohne MwSt. | Warenkorb | |
| 6010303 | POLIPROFILE 3 + C16 | 50 mm | ø16mm | 837.32 € | |
|
| 6010304 | POLIPROFILE 3 + C20 | 50 mm | ø20mm | 837.32 € | |
|
| 6010305 | POLIPROFILE 3 + C25 | 50 mm | ø25mm | 837.32 € | |
|
| 6010306 | POLIPROFILE 3 + W20 | 50 mm | Weldon 20 | 849.42 € | |
|
| 6010307 | POLIPROFILE 3 + W25 | 50 mm | Weldon 25 | 849.42 € | |
|
| 6010308 | POLIPROFILE 3 + VDI20 | 50 mm | VDI 20 | 937.75 € | |
|
| 6010309 | POLIPROFILE 3 + VDI30 | 50 mm | VDI 30 | 937.75 € | |
|
| 6010301 | POLIPROFILE 3 + M2 | 50 mm | Morse 2 | 837.32 € | |
|
| 6010302 | POLIPROFILE 3 + M3 | 50 mm | Morse 3 | 837.32 € | |
|
| Räumdorne | ||||||||
|
||||||||
| Räumdorne - POLYPROFILE 3 - Sechskantprofil | ||||||||
| Bestellnummer | Name des Dorn | Sechskantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb |
| 6050321-M | POL3-PH1.2-M | 1.2 mm | 10,0 | 1,2 | 45 | 1,8 | 71.63 € | |
| 6050322-M | POL3-PH1.5-M | 1.5 mm | 10,0 | 1,5 | 45 | 2,25 | 71.63 € |
|
| 6050323-M | POL3-PH2-M | 2 mm | 10,0 | 2,0 | 45 | 3,0 | 71.63 € |
|
| 6050324-M | POL3-PH2.5-M | 2.5 mm | 10,0 | 2,5 | 45 | 3,75 | 71.63 € |
|
| 6050325-M | POL3-PH3-M | 3 mm | 10,0 | 3,0 | 45 | 4,5 | 71.63 € |
|
| 6050326-M | POL3-PH4-M | 4 mm | 10,0 | 4,0 | 45 | 6,0 | 71.63 € | |
| 6050327-M | POL3-PH5-M | 5 mm | 10,0 | 5,0 | 45 | 7,5 | 71.63 € | |
| 6050328-M | POL3-PH6-M | 6 mm | 10,0 | 6,0 | 45 | 9,0 | 71.63 € |
|
| 6050329-M | POL3-PH7-M | 7 mm | 10,0 | 7,0 | 45 | 10,5 | 71.63 € | |
| 6050330-M | POL3-PH8-M | 8 mm | 10,0 | 8,0 | 45 | 12,0 | 71.63 € | |
| 6050331-M | POL3-PH9-M | 9 mm | 10,0 | 9,0 | 45 | 13,5 | 71.63 € |
|
| 6050332-M | POL3-PH10-M | 10 mm | 10,0 | 10,0 | 45 | 15,0 | 71.63 € |
|
| 6050333-M | POL3-PH11-M | 11 mm | 10,0 | 11,0 | 45 | 16,5 | 71.63 € | |
| 6050334-M | POL3-PH12-M | 12 mm | 10,0 | 12,0 | 45 | 18,0 | 71.63 € |
|
| 6050335-M | POL3-PH14-M | 14 mm | 10,0 | 14,0 | 45 | 20,0 | 71.63 € |
|
|
||||||||
| Räumdorne - POLYPROFILE 3 - Torx-Profil | ||||||||
| Bestellnummer | Name des Dorn | Profil | øD mm | TORX | L mm | LC mm | Preis ohne MwSt. | Warenkorb |
| 6050341 | POL3-PT6 | TORX 6 | 10,0 | 6 | 45 | 3,0 | 129.47 € | |
| 6050342 | POL3-PT8 | TORX 8 | 10,0 | 8 | 45 | 3,8 | 129.47 € | |
| 6050343 | POL3-PT10 | TORX 10 | 10,0 | 10 | 45 | 4,6 | 129.47 € | |
| 6050344 | POL3-PT15 | TORX 15 | 10,0 | 15 | 45 | 5,4 | 129.47 € | |
| 6050346 | POL3-PT20 | TORX 20 | 10,0 | 20 | 45 | 6,2 | 129.47 € | |
| 6050346 | POL3-PT25 | TORX 25 | 10,0 | 25 | 45 | 6,5 | 129.47 € | |
| 6050347 | POL3-PT30 | TORX 30 | 10,0 | 30 | 45 | 7,0 | 129.47 € | |
| 6050348 | POL3-PT40 | TORX 40 | 10,0 | 40 | 45 | 8,0 | 129.47 € | |
| 6050349 | POL3-PT45 | TORX 45 | 10,0 | 45 | 45 | 9,0 | 129.47 € | |
|
||||||||
| Räumdorne - POLYPROFILE 3 - Vierkantprofil | ||||||||
| Bestellnummer | Name des Dorn | Vierkantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb |
| 6050301-M | POL3-PC1.2-M | 1.2 mm | 10,0 | 1,2 | 45 | 1,8 | 71.63 € | |
| 6050302-M | POL3-PC1.5-M | 1.5 mm | 10,0 | 1,5 | 45 | 2,25 | 71.63 € |
|
| 6050303-M | POL3-PC2-M | 2 mm | 10,0 | 2,0 | 45 | 3,0 | 71.63 € |
|
| 6050304-M | POL3-PC2.5-M | 2.5 mm | 10,0 | 2,5 | 45 | 3,75 | 71.63 € |
|
| 6050305-M | POL3-PC3-M | 3 mm | 10,0 | 3,0 | 45 | 4,5 | 71.63 € |
|
| 6050306-M | POL3-PC4-M | 4 mm | 10,0 | 4,0 | 45 | 6,0 | 71.63 € | |
| 6050307-M | POL3-PC5-M | 5 mm | 10,0 | 5,0 | 45 | 7,5 | 71.63 € |
|
| 6050308-M | POL3-PC6-M | 6 mm | 10,0 | 6,0 | 45 | 9,0 | 71.63 € |
|
| 6050309-M | POL3-PC7-M | 7 mm | 10,0 | 7,0 | 45 | 10,5 | 71.63 € | |
| 6050310-M | POL3-PC8-M | 8 mm | 10,0 | 8,0 | 45 | 12,0 | 71.63 € |
|
| 6050311-M | POL3-PC9-M | 9 mm | 10,0 | 9,0 | 45 | 13,5 | 71.63 € |
|
| 6050312-M | POL3-PC10-M | 10 mm | 10,0 | 10,0 | 45 | 15,0 | 71.63 € | |
| Zurück zur Werkzeugübersicht POLYPROFILE |
||||||||
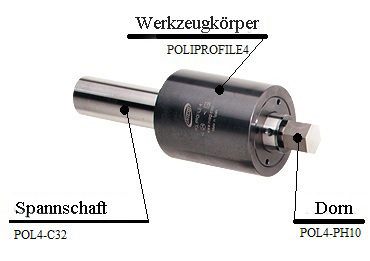
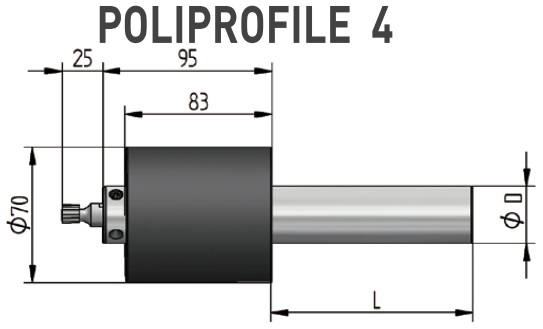
| Werkzeug POLIPROFILE | |||||
| Bestellnummer | Beschreibung | Durchmesser | Spannschaft | Preis ohne MwSt. | Warenkorb |
| 6010425 | POLIPROFILE 4 + C20 | 70 mm | ø20mm | 924.44 € | |
| 6010403 | POLIPROFILE 4 + C25 | 70 mm | ø25mm | 924.44 € | |
| 6010404 | POLIPROFILE 4 + C32 | 70 mm | ø32mm | 924.44 € | |
| 6010405 | POLIPROFILE 4 + C40 | 70 mm | ø40mm | 1008.48 € | |
| 6010406 | POLIPROFILE 4 + W25 | 70 mm | Weldon 25 | 937.75 € | |
| 6010407 | POLIPROFILE 4 + W32 | 70 mm | Weldon 32 | 937.75 € | |
| 6010408 | POLIPROFILE 4 + VDI30 | 70 mm | VDI 30 | 1073.27 € | |
| 6010409 | POLIPROFILE 4 + VDI40 | 70 mm | VDI 40 | 1073.27 € | |
| 6010401 | POLIPROFILE 4 + M3 | 70 mm | Morse 3 | 924.44 € | |
| 6010402 | POLIPROFILE 4 + M4 | 70 mm | Morse 4 | 924.44 € | |
| Räumdorne | ||||||||
|
||||||||
| Räumdorne - POLYPROFILE 4 - Sechskantprofil | ||||||||
| Bestellnummer | Name des Dorn | Sechskantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb |
| 6050421 | POL4-PH2.5 | 2.5 mm | 16,0 | 2,5 | 50 | 3,75 | 86.59 € | |
| 6050422 | POL4-PH3 | 3 mm | 16,0 | 3,0 | 50 | 4,5 | 86.59 € |
|
| 6050423 | POL4-PH4 | 4 mm | 16,0 | 4,0 | 50 | 6,0 | 86.59 € |
|
| 6050424 | POL4-PH5 | 5 mm | 16,0 | 5,0 | 50 | 7,5 | 86.59 € |
|
| 6050425 | POL4-PH6 | 6 mm | 16,0 | 6,0 | 50 | 9,0 | 86.59 € |
|
| 6050426 | POL4-PH8 | 8 mm | 16,0 | 8,0 | 50 | 12,0 | 86.59 € | |
| 6050427 | POL4-PH10 | 10 mm | 16,0 | 10,0 | 50 | 15,0 | 86.59 € |
|
| 6050428 | POL4-PH12 | 12 mm | 16,0 | 12,0 | 50 | 18,0 | 86.59 € |
|
| 6050429 | POL4-PH14 | 14 mm | 16,0 | 14,0 | 50 | 21,0 | 86.59 € | |
| 6050430 | POL4-PH16 | 16 mm | 16,0 | 16,0 | 50 | 24,0 | 91.23 € |
|
| 6050431 | POL4-PH17 | 17 mm | 16,0 | 17,0 | 50 | 24,0 | 91.23 € |
|
| 6050432 | POL4-PH18 | 18 mm | 16,0 | 18,0 | 50 | 24,0 | 91.23 € | |
| 6050433 | POL4-PH19 | 19 mm | 16,0 | 19,0 | 50 | 24,0 | 91.23 € |
|
| 6050434 | POL4-PH22 | 22 mm | 16,0 | 22,0 | 50 | 24,0 | 91.23 € |
|
| 6050435 | POL4-PH24 | 24 mm | 16,0 | 24,0 | 50 | 24,0 | 91.23 € | |
|
||||||||
| Räumdorne - POLYPROFILE 4 - Torx-Profil | ||||||||
| Bestellnummer | Name des Dorn | Profil | øD mm | TORX | L mm | LC mm | Preis ohne MwSt. | Warenkorb |
| 6050441 | POL4-PT10 | TORX 10 | 16,0 | 10 | 50 | 4,6 | 141.57 € | |
| 6050442 | POL4-PT15 | TORX 15 | 16,0 | 15 | 50 | 5,4 | 141.57 € | |
| 6050443 | POL4-PT20 | TORX 20 | 16,0 | 20 | 50 | 6,2 | 141.57 € | |
| 6050444 | POL4-PT25 | TORX 25 | 16,0 | 25 | 50 | 6,5 | 141.57 € | |
| 6050445 | POL4-PT30 | TORX 30 | 16,0 | 30 | 50 | 7,0 | 141.57 € | |
| 6050446 | POL4-PT40 | TORX 40 | 16,0 | 40 | 50 | 8,0 | 141.57 € | |
| 6050447 | POL4-PT45 | TORX 45 | 16,0 | 45 | 50 | 9,0 | 141.57 € | |
|
||||||||
| Räumdorne - POLYPROFILE 4 - Vierkantprofil | ||||||||
| Bestellnummer | Name des Dorn | Vierkantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb |
| 6050401 | POL4-PC2.5 | 2.5 mm | 16,0 | 2,5 | 50 | 3,75 | 79.38 € | |
| 6050402 | POL4-PC3 | 3 mm | 16,0 | 3,0 | 50 | 4,5 | 79.38 € |
|
| 6050403 | POL4-PC4 | 4 mm | 16,0 | 4,0 | 50 | 6,0 | 79.38 € |
|
| 6050404 | POL4-PC5 | 5 mm | 16,0 | 5,0 | 50 | 7,5 | 79.38 € |
|
| 6050405 | POL4-PC6 | 6 mm | 16,0 | 6,0 | 50 | 9,0 | 79.38 € |
|
| 6050406 | POL4-PC8 | 8 mm | 16,0 | 8,0 | 50 | 12,0 | 79.38 € | |
| 6050407 | POL4-PC10 | 10 mm | 16,0 | 10,0 | 50 | 15,0 | 79.38 € |
|
| 6050408 | POL4-PC12 | 12 mm | 16,0 | 12,0 | 50 | 18,0 | 79.38 € |
|
| 6050409 | POL4-PC14 | 14 mm | 16,0 | 14,0 | 50 | 20,0 | 79.38 € | |
| 6050410 | POL4-PC16 | 16 mm | 16,0 | 16,0 | 50 | 20,0 | 91.23 € |
|
| Zurück zur Werkzeugübersicht POLYPROFILE |
||||||||
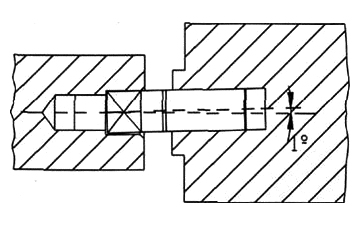
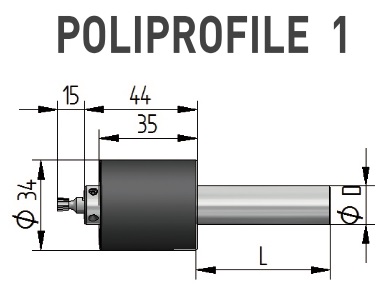
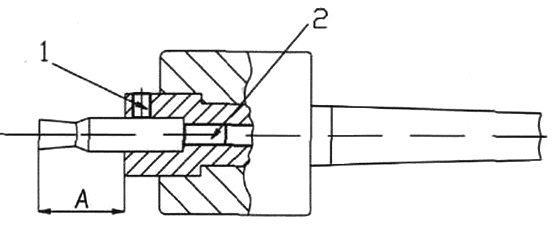
| Model | A |
| POLIPROFILE 1 | 15mm |
| POLIPROFILE 2 | 15mm |
| POLIPROFILE 3 | 22mm |
| POLIPROFILE 4 | 25mm |
 |
| OCTOPUSTOOLS s.r.o. Raisova 778, 251 01 Říčany IČ: 28954122, DIČ: CZ28954122 |
| E-mail: handel@octopustools.de | Tel.: +420 603 449 503 (English) |