Zerspannung
Damit alle E-Shop-Funktionen funktionieren, müssen Sie in Ihrem Browser Javascript aktivieren!
Damit alle E-Shop-Funktionen funktionieren, müssen Sie in Ihrem Browser die Do Not Track-Funktion deaktivieren!
Válečkování namísto broušení - lepší povrch snadno, rychle a levně!
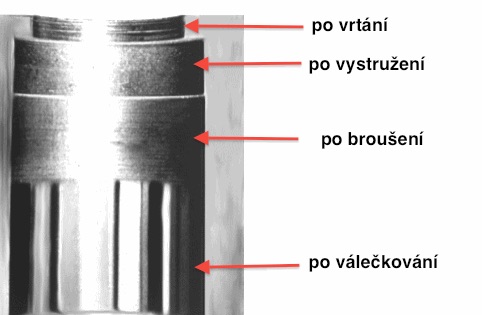
Ukázka povrchů
Proces válečkování
Před válečkováním Ra 1 až Ra 1,6
Válečkovaný povrch obrobku Ra 0,3 a lepší
Nahraďte broušení válečkováním a vydělávejte více!
VNĚJŠÍ VÁLEČKOVACÍ NÁSTROJ S KARBIDOVOU ROLNOU
Aplikace: Válečkování vnějších průměrů a čel.
Pro soustruhy.
Univerzální použití nezávisle na válečkovaném průměru.
Cena bez DPH:
1733.00 € Podrobnosti zde
KOPÍROVACÍ VÁLEČKOVACÍ NÁSTROJ S KARBIDOVOU ROLNOU
Aplikace: Vnější průměry.
Pro soustruhy.
Univerzální použití nezávisle na válečkovaním průměru.
Cena bez DPH: 51 345 Kč
Podrobnosti zde
VNĚJŠÍ VÁLEČKOVACÍ NÁSTROJ S DIAMANTEM
Aplikace: Válečkování vnějších průměrů a čel. Ne do rohu
Pro soustruhy.
Univerzální použití nezávisle na válečkovaném průměru.
Cena bez DPH:
918.52 € Podrobnosti zde
VNĚJŠÍ VÁLEČKOVACÍ NÁSTROJ MULTIROLL
Aplikace: Válečkování vnějších průměrů.
Pro soustruhy a obráběcí centra.
Nástroj je určen vždy pro jeden konkrétní průměr.
Cena bez DPH: 40 000 Kč až 150 000 Kč
Podrobnosti zde
VNITŘNÍ VÁLEČKOVACÍ NÁSTROJ S KARBIDOVOU ROLNOU
Aplikace: Vnitřní a vnější průměry a čela.
Pro soustruhy.
Univerzální použití nezávisle na válečkovaním průměru.
Cena bez DPH od:
1881.00 € Podrobnosti zde
VNITŘNÍ VÁLEČKOVACÍ NÁSTROJ S DIAMANTEM
Aplikace: Vnitřní a vnější průměry Ne do rohu.
Pro soustruhy.
Univerzální použití nezávisle na válečkovaním průměru.
Cena bez DPH: 30 300 Kč
Podrobnosti zde
VNITŘNÍ VÁLEČKOVACÍ NÁSTROJ MULTIROLL
Aplikace: Vnitřní průměry.
Pro soustruhy a obráběcí centra.
Nástroj je určen vždy pro jeden konkrítní průměr.
Cena bez DPH: 15 000 Kč až 80 000 Kč
Podrobnosti zde
Jaké podmínky je potřeba splnit?
Obrobek musí mít tvrdost nižší než 40 HRC a je třeba mít Octopus válečkovací nástroj. Cena standardního válečkovacího nástroje se pohybuje v rozsahu 15 tisíc až 80 tisíc Kč v závislosti na provedení.
Válečkovat můžete na soustruhu, frézce nebo centru.
Válečkovací nástroje jsou vhodné pro klasické i CNC stroje.
Případová studie: Kalená ložisková hřídel
Výzva
Stroj: vertikální CNC soustruh Pittler, hřídel upnuta na otočném stole
Materiál: legovaná ocel
Obrobek: kalená ložisková hřídel
Požadovaný povrch: 0,4 Ra
Materiál zakalený na 52-55 HRC
Povrch dokončen karbidovou destičkou s rádiusem 0,8mm
Řezné podmínky: 300 otáček, posuv 0,15 mm/otáčku
Povrch po soustružení: 0,8 - 1,0 Ra
Navržené řešení
Na dokončení povrchu použít válečkovací nástroj Elliott s diamantovým hrotem. Řezné podmínky pro válečkování byly následující:
Rychlost: 300 otáček
Posuv: 0,05 mm/otáčku
Radiální přítlak nástroje: 0,3 mm
Výsledek
Dosažená drsnost povrchu: 0,22 - 0,30 Ra
Žádné následné dokončovací operace
Zákazník nemusel kupovat brusku za 2 500 000 Kč
Případová studie: Hřídel oběžného kola motoru
Výzva
Stroj: CNC soustruh
Materiál: nerez
Obrobek: hřídel oběžného kola
Požadovaný povrch: lepší než 0,4 Ra
Součást se dokončovala broušením u kooperující firmy
Navržené řešení
Místo broušení použít na dokončení povrchu válečkovací nástroj Elliott s karbidovou rolnou. Řezné podmínky pro válečkování byly následující:
Rychlost: 800 otáček (125 m/min)
Posuv: 0,1 mm/otáčku
Celkový čas cyklu: 130 s
Výsledek
Dosažená drsnost povrchu: 0,2 - 0,3 Ra
Zákazník dosáhl požadovanou drsnost povrchu bez následné dokončovací operace a bez kooperace další firmy
Zákazník ušetřil průměrně 900 Kč na každém obrobku
Zákazník má plnou kontrolu nad výrobním procesem, může nabídnout rychlejší dodací termín
Případová studie: Konektor
Výzva
Stroj: CNC soustruh CMZ TA-20
Materiál: ocel 36CrNiMo4
Obrobek: konektor
Požadovaný povrch: 0,3 Ra
Požadovaného povrchu bylo potřeba dosáhnout na kuželové ploše.
Řezné podmínky: 1200 otáček, posuv 0,2 mm/otáčku
Povrch po soustružení: 0,8 Ra
Navržené řešení
Použít na dokončení povrchu speciální kuželový nástroj Multiroll. Řezné podmínky pro válečkování byly následující:
Rychlost: 1200 otáček
Posuv: 0,05 mm/otáčku
Prodleva na kuželu: 3 otáčky
Dosažená drsnost povrchu: 0,30 Ra
Zákazník dosáhl požadovaného povrchu na vlastních výrobních zařízeních bez nutnostii kooperace broušení.
Válečkovací proces vykazoval stabilní dobré výsledky.
Případová studie: Vysokotlaké trubky
Výzva
Stroj: CNC soustruh ECOCA SJ-25B
Materiál: uhlíková ocel St52
Obrobek: vysokotlaká trubka
Požadovaný povrch: 0,18 Ra
Řezné podmínky: 2500 otáček, posuv 0,2 mm/otáčku
Povrch po soustružení: 0,6 - 0,8 Ra
Navržené řešení
Pro toto zadání se jevil nejvhodnější válečkovací nástroj s karbidouvou rolnou S2121-00M
Rychlost: 2500 otáček
Posuv: 0,05 mm/otáčku
Rdiální přítlak: 0,5 mm
Výsledek
Dosažená drsnost povrchu: 0,15 - 0,18 Ra
Válečkováním bylo dosaženo požadované kvality povrchu v jediné operaci.
Zákazník nebyl nucen kvůli následnému broušení využít další výrobní kapacity. Tím ušetřil čas i peníze na každém vyrobeném kusu.