Das Werkstück muss eine Härte von weniger als 40 HRC haben und es ist ein Octopus-Rollierwerkzeug erforderlich. Der Preis für ein Standard-Rollwerkzeug liegt je nach Ausführung zwischen 550 € bis 6000 €.
Sie können auf einer Drehmaschine, einer Fräsmaschine oder einem Zentrum rollen.
Rollwerkzeuge eignen sich sowohl für klassische als auch für CNC-Maschinen.
Verwenden Sie zum Fertigbearbeiten der Oberfläche ein Elliott-Rollwerkzeug mit Diamantspitze. Die Schnittbedingungen beim Rollen waren wie folgt:
Schneidgeschwindigkeit: 300 Umdrehungen
Vorschub: 0,05 mm/U
Radialdruck des Werkzeugs: 0,3 mm
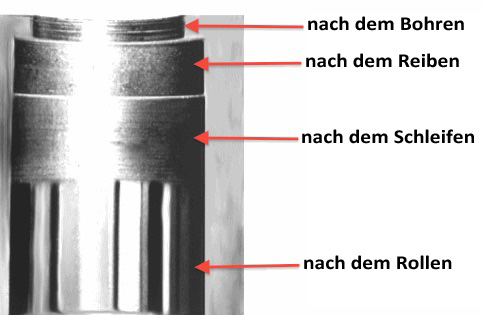
Ergebnis
Erreichte Oberflächenrauheit: 0,22 - 0,30 Ra
Keine nachträglichen Nachbearbeitungsarbeiten
Der Kunde musste keine Schleifmaschine für 100.000 € kaufen
Fallstudie: Motorlaufradwelle
Herausforderung
Maschine: CNC-Drehmaschine
Material: Edelstahl
Werkstück: Motorlaufradwelle
Erforderliche Oberflächenrauheit: besser als 0,4 Ra
Die Endbearbeitung des Teils erfolgte durch Schleifen bei einem Kooperationsunternehmen
Vorgeschlagene Lösung
Verwenden Sie anstelle des Schleifens ein Elliott-Rollenwerkzeug mit einer Hartmetallrolle, um die Oberfläche zu bearbeiten. Die Schnittbedingungen beim Walzen waren wie folgt:
Für diese Aufgabe schien ein Rollierwerkzeug mit einer Hartmetallwalze am besten geeignet zu sein S2121-00M
Schneidgeschwindigkeit: 2500 Umdrehungen
Vorschub: 0,05 mm/U
Radialdruck: 0,5 mm
Ergebnis
Erreichte Oberflächenrauheit:0,15 - 0,18 Ra
Durch das Rollieren wurde die gewünschte Oberflächenqualität in einem Arbeitsgang erreicht.
Der Kunde war durch die nachträgliche Vermahlung nicht gezwungen, zusätzliche Produktionskapazitäten in Anspruch zu nehmen. Dies sparte Zeit und Geld bei jedem produzierten Stück.